




Процесс гибки труб сопровождается рядом возможных дефектов, влияющих на форму, прочность и точность готового изделия. Знание причин появления дефектов и способов их устранения позволяет значительно повысить качество гибки и продлить срок службы трубопроводов и конструкций.
Сплющивание поперечного сечения трубы
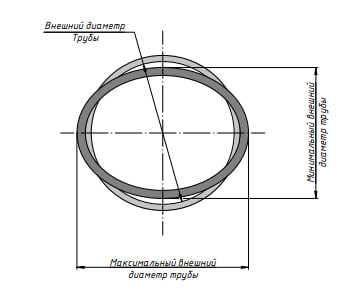
Овальность сечения или сплющивание возникает из-за неравномерного распределения сил в момент гибки. Внешнее усилие сжимает трубу, нарушая её круговую форму. Основной способ борьбы с этим дефектом — использование внутренней вставки (мандрелевого наконечника) и корректная его настройка.
Контроль сплющивания осуществляется с помощью коэффициента овальности — чем он ниже, тем ближе форма трубы к идеальному кругу.
Складки на внутренней стенке трубы
Складки возникают, когда стенка теряет устойчивость на внутреннем радиусе изгиба. Причиной служит внутреннее сжимающее давление при недостаточной поддержке трубы изнутри.
Устранить складки можно путём:
- настройки мандреля с учётом радиуса гибки и толщины трубы;
- установки wiper die — выравнивающего инструмента, предотвращающего деформацию.
Утонение внешней стенки
На внешнем радиусе изгиба труба растягивается, что приводит к утонению стенки. Этот эффект считается неизбежным, но его степень можно контролировать.
Для уменьшения утонения используются:
- точный подбор гибочного инструмента по параметрам трубы;
- внутренние мандрели для равномерного распределения давления;
- Booster — дополнительное давление, направленное в сторону гибки, снижающее нагрузку на внешний радиус.
Также важно учитывать материал трубы и конструкцию оборудования. Теоретические формулы расчёта утончения служат ориентиром, но не всегда учитывают реальные условия гибки.
Отдача при гибке
После окончания гибки труба может «вернуться назад», что приводит к отклонениям от заданного угла или радиуса. Это явление называется отдачей и проявляется в двух формах:
Угловая отдача
Труба частично возвращается на несколько градусов после изгиба. Для компенсации этого эффекта используется перегибка — гибка на больший угол, чем требуется. Однако при неправильной настройке возможна деформация трубы после разгрузки.
Радиальный рост
Иногда после гибки радиус изгиба становится больше радиуса используемого инструмента. Это особенно заметно при:
- гибке с большим радиусом (D of bend > 4);
- работе с жёсткими или малоэластичными материалами.
Решение — уменьшить радиус гибочного инструмента для получения нужной формы после отдачи.
Выводы
Контроль за дефектами гибки — ключевой этап при производстве точных и надёжных трубных изделий. Для этого следует:
- использовать качественные и правильно настроенные инструменты;
- учитывать параметры материала и геометрию трубы;
- вносить корректировки на этапах проектирования и настройки оборудования.
Грамотная работа с дефектами позволяет избежать брака, улучшить внешний вид изделий и обеспечить стабильность геометрии труб даже при сложных изгибах.