




Трубы транспортируют жидкие, газообразные среды. По всей их длине обеспечивается герметичность, чтобы снизить риск утечек. Предъявляются разные требования к трубопроводам, это определяет выбор способа их монтажа – наиболее надёжным называют гибку, но следует понимать, как работает технология.
Преимущества гибки
Два распространённых метода (сварка и резьбовое соединение) не всегда обеспечивают полную защиту от протечек. Причина – риск разрыва в месте соединения из-за повреждений участка, где изменена структура металла в результате сварки или из-за срыва резьбы. Гибка труб c использованием трубогиба исключает эти вероятности.
Её преимущества при сравнении с другими способами:
- сохранение проходимости труб, т. к. отклонения от допустимых погрешностей при сваривании уменьшают диаметр на разных участках;
- низкая металлоёмкость: не нужно добавлять изделия для соединения участков трубопровода (патрубки);
- простота технологий, снижение трудоёмкости процесса;
- герметичность без риска протечек, если процесс гибки труб выполнен правильно;
- структура металла не нарушается, как при выборе технологии сварки;
- сохранение вида коммуникаций, меняется только конфигурация – количество колен, а значение диаметра на всей протяжённости труб остаётся прежним.
Тонкости гибки
Процесс изгибания зависит от свойств материала. Придать нужную форму изделию не получится, применяя стандартный способ обработки металла разных видов. Это может повредить его. Процесс гибки труб:
- на металл влияют радиальные, тангенциальные силы;
- качество гибки труб гарантируется правильным расчётом, основные критерии: условие недопущения критической деформации, критерий тонкостенности изделия, радиус гнутья, угол гибки с учётом упругой деформации;
- после снятия нагрузки играет роль пружинение материала;
- сохраняется диаметр, не появляются складки в процессе гибки труб.
Когда учитываются эти факторы, техника выполнения колен на металлопрофиле путём его изгибания получает больше преимуществ, если сравнивать со сваркой и резьбовым соединением.
Холодная или горячая гибка
Когда изучаются способы гибки труб, учитывается ряд параметров:
- материал изделия;
- размеры сечения;
- толщина стенок металла;
- радиус гиба;
- предел деформации изделия;
- степень точности гнутья;
- показатели прочности, надёжности трубопровода.
Рассматриваются способы гибки труб: холодная, горячая технология. От этого зависит, какие из металлопрофилей могут применяться, т. к. в каждом из случаев разный подход.
Холодная гибка

Метод создаёт условия для изменения конфигурации металлопрофиля малого диаметра. Он эффективен при монтаже систем водо-, газоснабжения в домах. В основе способа – создание давления на материал. Существует разница в подходах: металлопрофиль малого диаметра поддаётся гибке с помощью ручного инструмента, трубы большого размера изгибают на станках.
Когда выбирается холодный способ, изнутри создаётся противодействие силам внешнего давления, иначе можно деформировать металлопрофиль. Трубу наполняют песком, уплотняют его. Этому способствует установленная пробка с одной стороны. Как только металлопрофиль будет наполнен, закрывается второе отверстие. Встречаются и другие ограничители, пример – пружина, которая вставляется в трубу.
Холодная гибка выполняется ручным инструментом или специальным оборудованием: электрическим, гидравлическим, электромеханическими трубогибами. Ручной вариант подходит для металлопрофиля сечением до 7 см, толщина стенки – до 3 мм. Для изделий большого диаметра используется более производительное оборудование – станки-трубогибы. Они меняют конфигурацию металлопрофиля до любого радиуса.
Часто технология гиба требует применения дорна. Это металлический прут разного диаметра. Благодаря большому количеству видов, легче подобрать вариант для гибки труб любого сечения.
Горячая технология

Метод используется в работе с металлопрофилем большого сечения – от 10 см. Таким способом меняют конфигурацию труб путём нагрева. Это облегчает задачу, т. к. толщина металла изделий часто значительная – от 3 мм. Вручную и с помощью станков-трубогибов не получится достичь нужного результата без риска деформации.
Когда выбирается горячая технология, учитывают минимальный радиус гибки. Влияет и диаметр трубы. Эти параметры определяют протяжённость нагреваемого участка. Важно помнить, что величина закругления не должна превышать значение тройного диаметра металлопрофиля.
Технология гибки труб таким способом реализуется путём нагрева металла до 800°С. Причём результат получают, если в начале процесса температура достигает 760°С, а ближе к концу снижается до 720°С. Важно избегать передержки металлопрофиля при нагреве, т. к. это приведёт к понижению прочностных свойств.
В процессе гибки труб таким способом также используются ограничитель – песок. Причём подходит только крупнофракционный кварцевый, предварительно прокалённый, иначе его частицы будут спекаться на стенках, что приведёт к уменьшению внутреннего диаметра трубы. Причём песок не должен содержать крупных частиц, т. к. они будут продавливать стенки изнутри. Ограничители играют ключевую роль – определяют результат: удастся ли избежать деформации трубы.
Гибка металлопрофиля большого сечения осуществляется ручным или механизированным способом. Последний из вариантов реализуется с помощью троса, лебёдки, плиты. Для контроля качества подготавливают шаблон. Он позволяет проверять геометрию трубы в процессе гибки.
Выбор оборудования
Существуют различные инструменты и оборудование, что даёт возможность менять конфигурацию труб разного диаметра, формы: толстостенные, тонкостенные и т.д. В список оборудования входят: трубогибы для тонкостенных труб, профильных, круглых, квадратных. Сложность эксплуатации станков определяется принципом работы механизма. Если гибка выполняется путём холодной технологии, выбирают среди трубогибов, в основе которых лежат разные принципы работы:
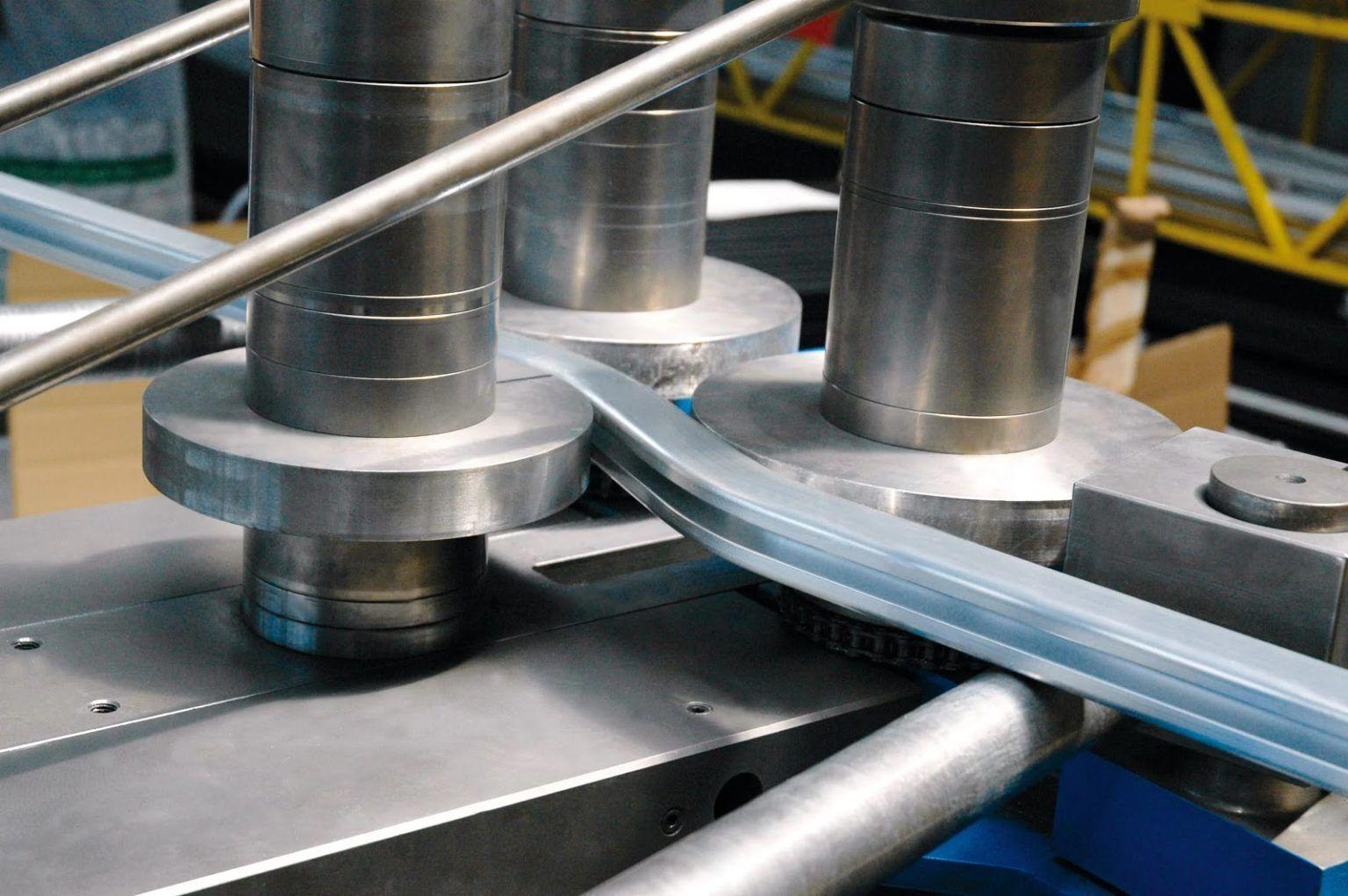
- техника обкатки: станок, функционирующий на её основе, применяется, когда не предъявляются жёсткие требования к качеству участка изгиба, а диаметр труб не больше 70 мм, принцип работы заключается в оказании давления на внешнюю сторону металлопрофиля, где осуществляется гибка;
- техника наматывания: ограничения по диаметру труб более явные – до 20 мм, причём существуют разные станки – с неподвижным и подвижным ползуном, обкатывающим роликом, принцип действия трубогиба основан на оказании давления с внутренней стороны металлопрофиля на участке, где осуществляется гибка;
- на двух опорах: такой станок подойдёт для изделий диаметром до 300 мм, труба удерживается на стойках, давление оказывается по центру с противоположной стороны от них;
- техника волочения: способ подходит для труб небольшого сечения, принцип работы станка основан на прохождении металлопрофиля через фильеру, дополнительно изделие фиксируется, такой метод подойдёт для гибки труб малого радиуса.
Если используется подогрев, применяют станки, работающие по другому принципу:
- протяжка: труба прогревается, затем проталкивается по сердечнику, станки-трубогибы позволяют сразу же откалибровать изделие;
- гибка в штампах – метод подходит для производственных объектов, когда нужно работать с изделиями в больших объёмах;
- подогрев ТВЧ: основу метода гибки составляет техника нагрева трубы в кольцевом индукторе до 1000°С.
Чем отличается обработка труб из стали и цветных металлов
Сохранение формы сечения, радиуса трубы в процессе изгиба, появление складок и других дефектов зависит от того, учитываются ли свойства материала. Стальной металлопрофиль отличается жёсткостью. Он лучше сохраняет форму, а процесс гибки осложнён из-за свойств материала. Цветной металл более пластичный. Если планируется менять радиус изделий с помощью трубогиба, нужно учитывать особенности этих процессов при работе с разными материалами:
1. Медь, латунь.
Можно рассмотреть метод горячей и холодной гибки. Процедура не отличается от той, что применяется для работы со стальным профилем, но ограничитель может быть другим – расплавленная канифоль (холодная технология) или песок (для горячей гибки). В первом случае трубы предварительно обжигают, охлаждают. Применяют ручной инструмент и станки-трубогибы, дорновое оборудование.
2. Алюминий.
Гибку выполняют вручную, если трубы не отличаются большим диаметром. Станки же применяются для крупногабаритного профиля.
3. Дюралюминий.
Более жёсткий материал. Для работы с ним используют станки. Ещё прогревают трубы до 400°С, затем охлаждают в естественных условиях.
Дорновые и бездорновые трубогибы – разница
Чтобы сохранить сечение, когда гнётся профиль, выбирается трубогиб с дорном (дорновой). Он более сложный по конструкции. Так сгибают трубы разного сечения. Отсутствие дорна упрощает конструкцию станка. Но при этом снижается и качество труб. Бездорновые станки не защищают изделия от овальности и складок. Их применяют, когда сгибают трубы при условии, что радиус больше диаметра металлопрофиля в 3-4 раза.
Станки и ручной инструмент упрощает работы с трубами большого и малого диаметра. Они гнутся, по этой причине можно отказаться от сварки и резьбы при монтаже трубопровода. Такой метод реализуется несколькими способами: холодная, горячая технология, разные виды станков-трубогибов. Чтобы сделать выбор, учитывают параметры металлопрофиля.