



Производство оснастки

Производство оснастки – это сложный и многоэтапный процесс, включающий различные технологии и методы обработки. На каждом этапе обеспечивается высокая точность и соответствие требованиям заказчика.
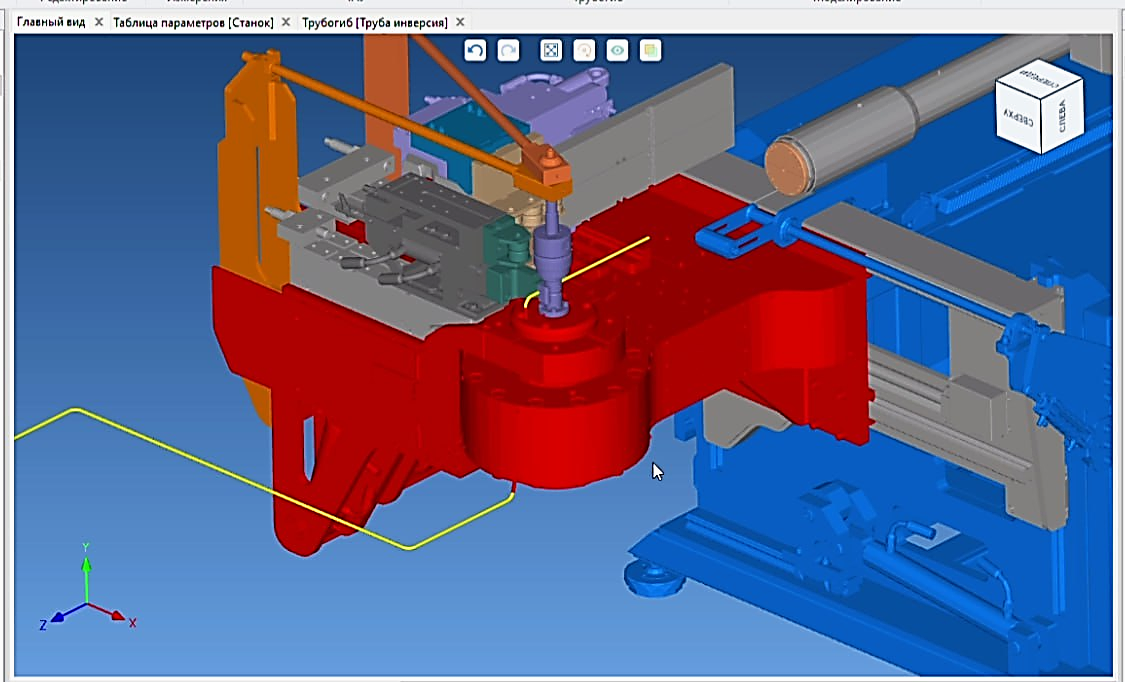
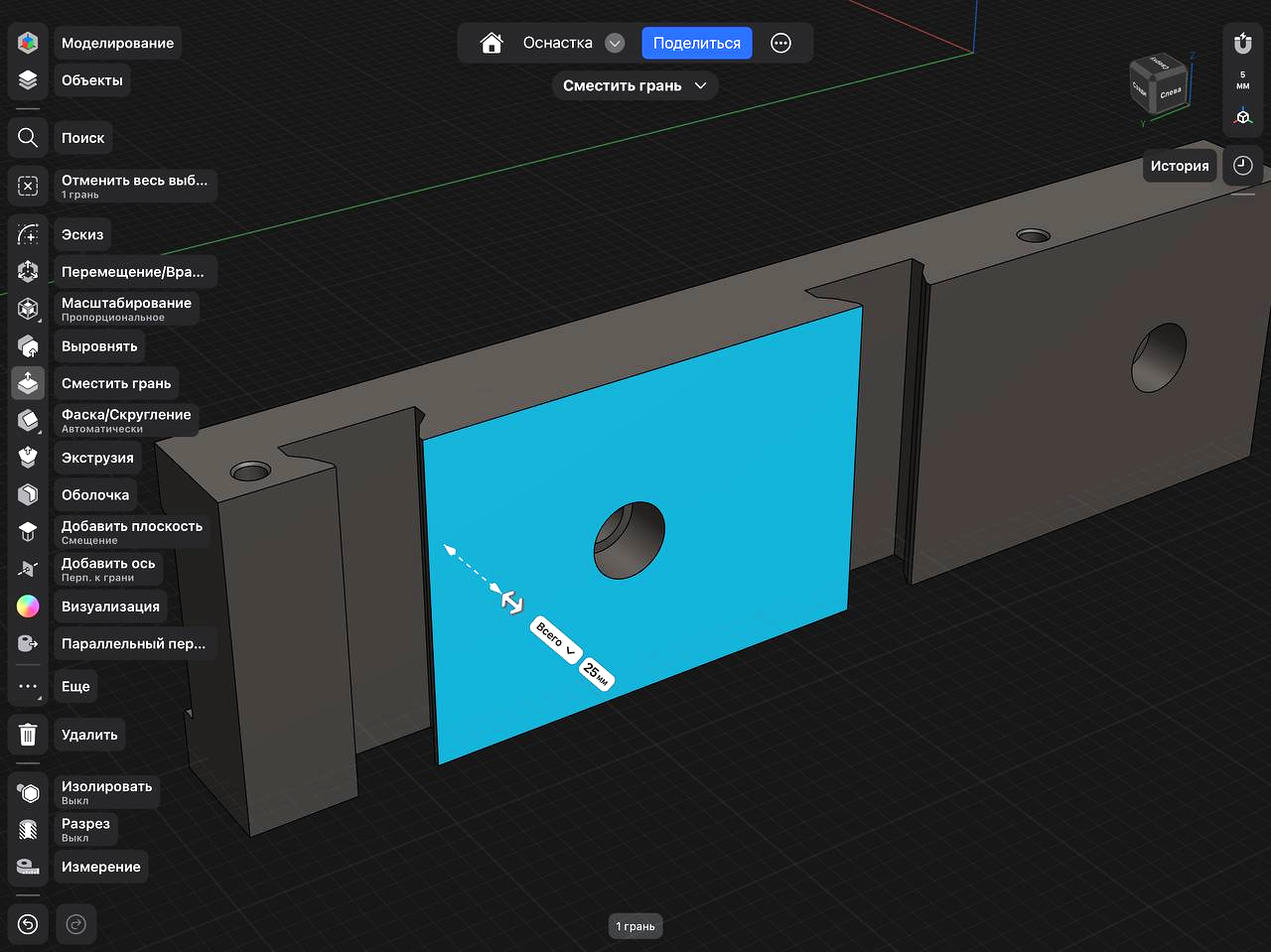
Проектирование оснастки
Процесс проектирования начинается с 3D моделирования оснастки, что позволяет визуализировать будущее изделие и провести проверку на столкновение с элементами станка. На этом этапе также выполняются прочностные расчёты, создается конструкторская документация и разрабатывается технология производства. Каждая оснастка разрабатывается индивидуально, с учётом специфики заказа, материалов и покрытий, которые обсуждаются с клиентом.
Стадии производства оснастки STARK
-
Отрезка элементов: В зависимости от типа оснастки, элементы могут отрезаться на ленточных пилах, станках для раскроя листового металла (лазерная, гидроабразивная или газопламенная резка).
-
Черновая обработка: Отрезанные элементы проходят этап черновой обработки, где заготовки получают первоначальную форму. Этот процесс осуществляется на универсальных токарных или фрезерных станках.
-
Обработка на ЧПУ станках: Заготовки отправляются на обрабатывающие центры с ЧПУ, где по заранее написанной программе выполняется сложная геометрия, и заготовки принимают свою конечную форму.
-
Нарезка резьбы: На специальных резьбонарезных станках нарезается резьба, после чего детали поступают в цех термообработки.
-
Термообработка: Это технологически сложный процесс, требующий строгой последовательности операций и соблюдения температурных режимов. Неправильное выполнение может привести к слишком хрупким или недостаточно твёрдым деталям.
-
Очистка: После термообработки детали очищаются от окалины.
-
Финишная обработка: Поверхности деталей дорабатываются до окончательных размеров и класса шероховатости на обрабатывающих центрах с ЧПУ.
-
Нанесение защитного покрытия: На завершающем этапе наносится защитное покрытие, и детали проходят технический контроль.
-
Сборка и тестирование: Готовые детали оснастки поступают на сборку, после чего проходят проверку и тестирование. После успешных тестов оснастка очищается, покрывается маслом и упаковывается для консервации.
Материалы для производства оснастки
Для производства оснастки применяются различные материалы, такие как стали различных марок, капролактам, фторопласт, бронза и другие. Выбор материала зависит от специфики заготовок. Например, для гибки стальных труб используются легированные стали с высокими показателями твёрдости после термообработки, а для алюминия – капролактам, фторопласт, текстолит, чтобы избежать наклёпа алюминия на твёрдой стальной поверхности.
Комплект оснастки
Состав оснастки подбирается индивидуально в зависимости от материала заготовки, коэффициентов стенки трубы и радиуса изгиба. В состав оснастки для станка STARK CNC 38S, например, могут входить:
-
Гибочный ролик
-
Внутренний вкладыш зажима
-
Внешний вкладыш зажима
-
Прижим
-
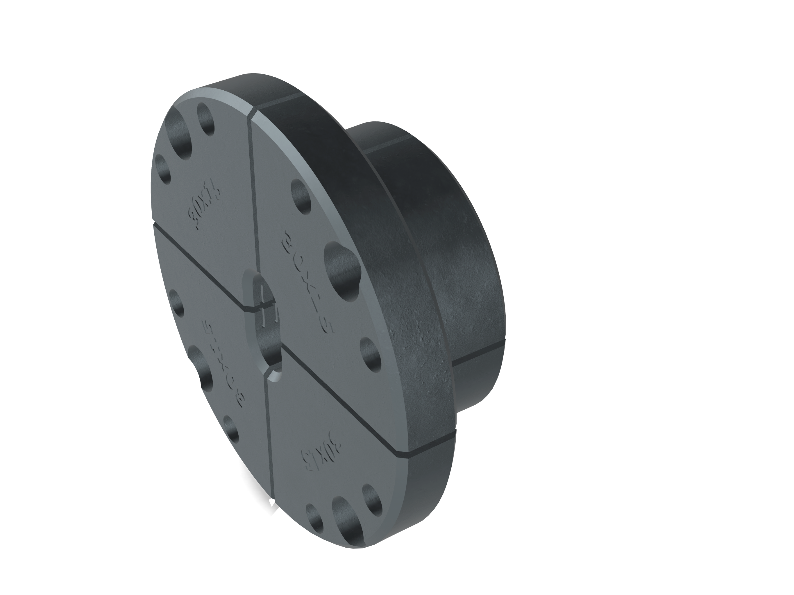
Кулачки цангового зажима
-
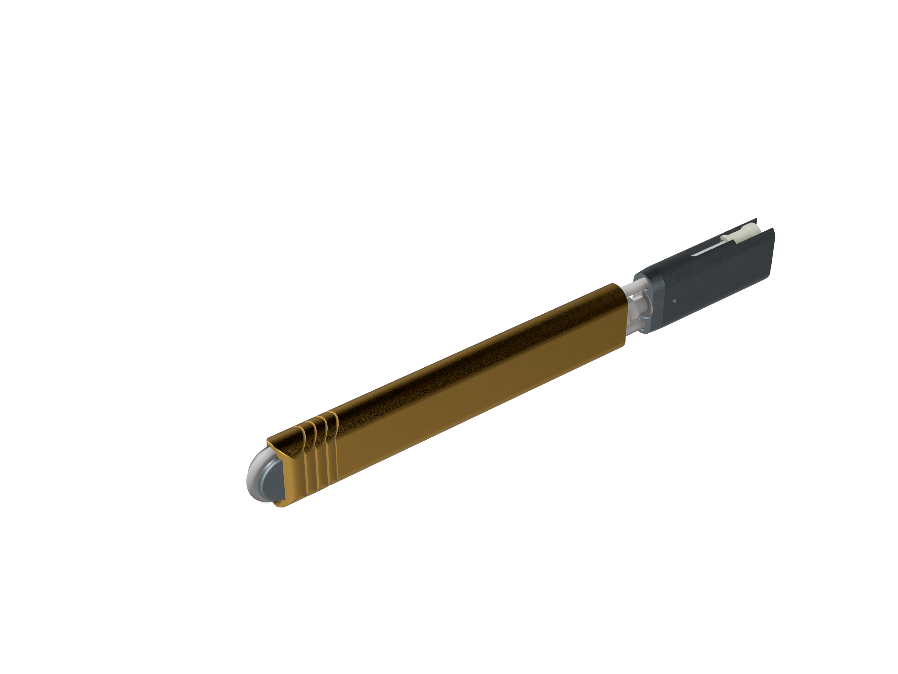
Дорн
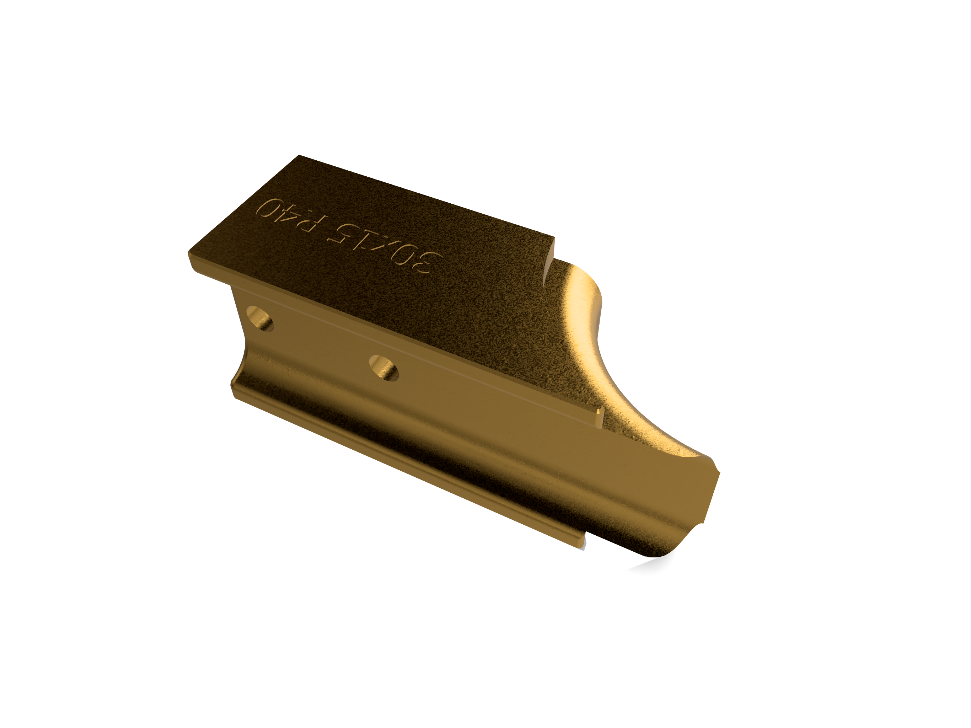
- Складковыглаживатель
Функции элементов оснастки
Гибочный ролик: Гибочный ролик является основой (матрицей), по которой загибается труба, он определяет радиус гиба. Правильная форма профиля ролика обеспечивает удерживание стенок заготовки в процессе гиба.
Внутренний и внешний вкладыши зажима: Внутренний и внешний вкладыши зажима обеспечивают зажатие заготовки в процессе гиба. Данные элементы оснастки выполняются с максимальной точностью, так как в случае несоблюдения корректных размеров труба может проскальзывать при гибке, или в обратном случае вкладыши могут оставлять значительные деформации на заготовке, что так же может привести к браку.
Прижим: один из ключевых элементов оснастки, бывает подвижным, неподвижным и роликовым, каждый вид имеет свои задачи. От геометрии прижима и его настроек (силе прижатия, скорости и давления сопровождения) зависят следующие показатели:
-
эллипсность трубы;
-
образование складок (гофрение);
-
разрыв заготовки;
-
глубокие царапины;
-
наклёп;
- потеря внешнего вида чистового покрытия.
Кулачки цангового зажима: обеспечивают надёжное удержание заготовки в цанговом зажиме. Цанговый зажим размещается в блоке карточного узла и отвечает за перемещение заготовки и позиционирование заготовки в пространстве.
Дорн: самый высоконагруженный элемент оснастки, заготовка нанизывается на дор, в ходе процесса гибки дорн удерживает внутреннею поверхность изделия от деформации (овальности). Дорны могут быть различных видов и форм в зависимости от профиля изгибаемой заготовки, от радиуса и угла гиба.
Различают следующие виды дорнов:
-
пулевой (прямой дорн выполненный по форме заготовки);
-
сегментный дорн, дорн имеет два основных узла подвижный и неподвижный (хвостовик дорна). Подвижная часть может иметь как один сегмент, так и несколько, в зависимости от сложности задачи. Сегментные дорны подразделяются на:
-
стандартный шаг подвижных сегментов;
-
малый шаг подвижных сегментов;
-
сверхмалый шаг подвижных сегментов.
-
Так же есть разделение по типу конструкции дорна:
-
«тросиковый дорн», в основе подвижной конструкции имеет трос;
-
«косточковый дорн», в основе используются специальные шарнирные элементы.

Складковыглаживатель: Предотвращает образование складок на внутренней поверхности гиба. Представляет собой деталь выполненной по профилю заготовки и гибочного ролика из бронзы или стали. Размещается перед гибочным роликом образуя единую прямую поверхность внутренний части заготовки тем самым препятствуя внешней деформации металла в зоне гиба.
Производство оснастки требует точного соблюдения всех этапов и выбора подходящих материалов, что гарантирует высокое качество конечных изделий и их износостойкость.