



Гибка проволоки может потребоваться и в быту, и на производстве, в промышленных целях. И если дома с этой задачей справляются слесарные инструменты типа плоскогубцев, то для промышленных масштабов нужны профессиональные проволокогибы – станки, которые могут придавать проволоке различную конфигурацию.
Процесс гибки аккуратно деформирует проволоку: ее внутренний слой сжимается, а наружный – расширяется. Иногда слои проволоки смещаются продольно, происходит скручивание – такая технология востребована, например, в ювелирном деле. Такое воздействие на проволоку может привести к ее разрыву, поэтому важно выбирать качественное оборудование, процесс гибки на котором выверен и автоматизирован.
Варианты проволокогибов
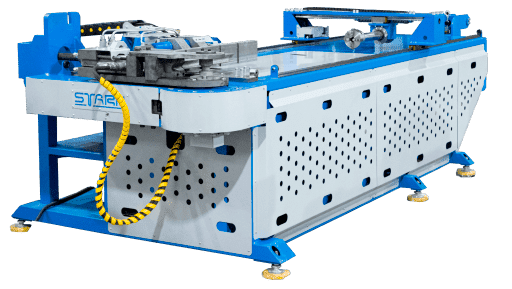
Самый простой проволокогиб – одноконсольный.
- У такого станка поворотная гибочная часть, он может изготовить изделия простой формы, с длиной развертки до 1000 мм. Иначе работают двухконсольные станки: они деформируют заготовку с двух концов и позволяют изготовить изделие с множеством изгибов и замкнутыми концами, с разверткой уже от 1000 мм.
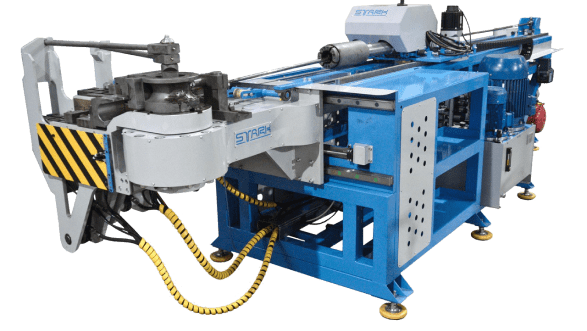
Самые сложные и многофункциональные – 3D-станки для гибки проволоки с поворотной гибочной консолью.
- Такие проволокогибы деформируют проволоку одновременно в трех пространственных измерениях, штампуя фигуры сложного дизайна и высокого качества. Пространственная гибка идет под контролем ЧПУ, что позволяет автоматизировать работу и уменьшить процент брака.

Технологии гибки
Проволокогибочные станки используют разные технологии для выравнивания и формовки металла.
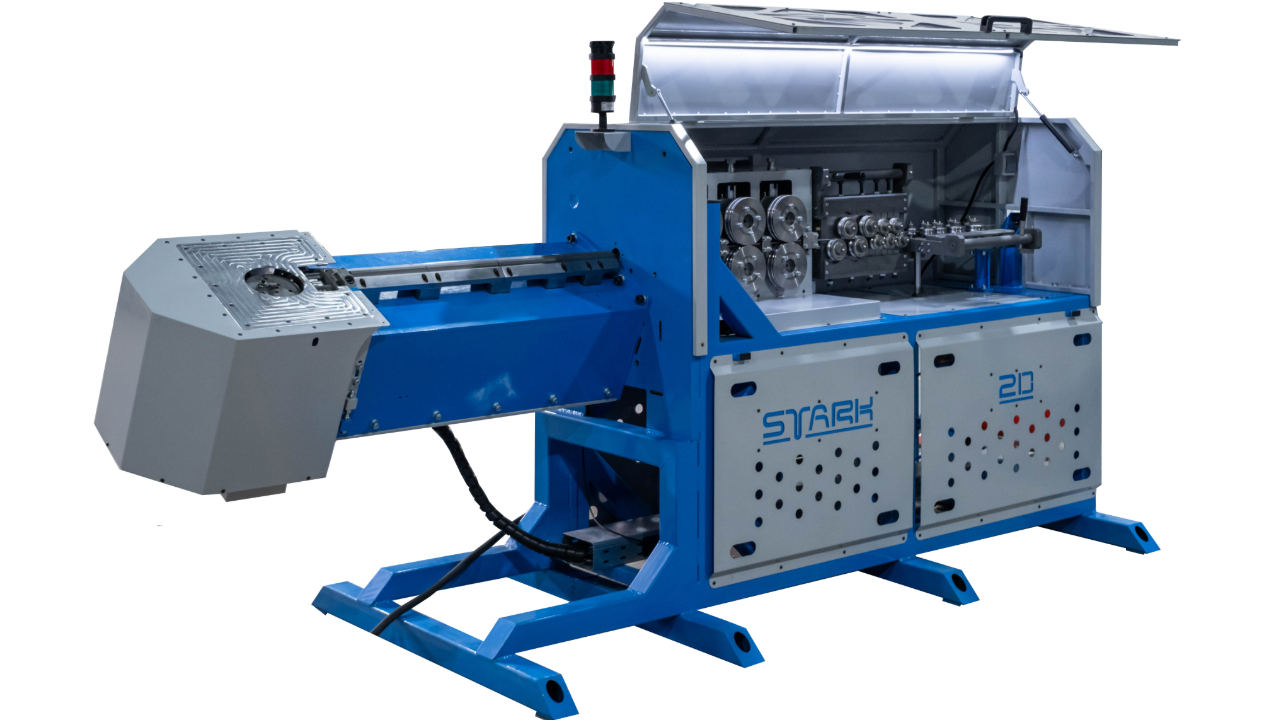
1. Простой способ.
При самом простом способе гибки проволоку, намотанную на бухту, выравнивают на двухплоскостном станке, затем гнут изделие нужной конфигурации, обрезают его, а цикл запускают заново. На таком станке можно выпускать простые однотипные изделия.

2. Усовершенствованный способ.
Более сложная технология гибки – когда проволока, удерживаемая прижимными роликами, обкатывается вокруг неподвижного центрального вала. Такая технология хороша для изготовления деталей округлой формы, например, пружин. С ее помощью можно формировать плавные изгибы минимального радиуса.
Металлическую проволоку также можно сгибать, поступательными движениями пропуская через валки профилегибочного блока. Обкатывающие ролики при этом обеспечивают плавное изменение радиуса и любую кривизну, придают изделию сложную форму геометрической фигуры, спирали или дуги.