




Клиент, занимающийся производством выхлопных систем автомобилей, обратился к нам с задачей создания специализированного оборудования для перфорации труб, устанавливаемых в резонатор глушителя. Ранее он приобретал детали в готовом виде, но качество перфорации не соответствовало требованиям: недостаточное количество отверстий и их неравномерное расположение.
Поставленная задача
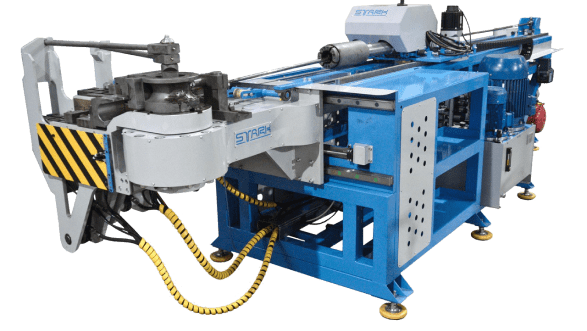
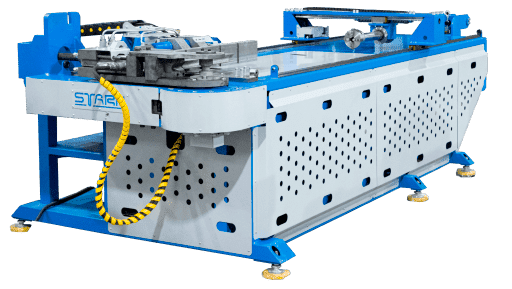
На производстве клиента уже установлены три автоматических трубогибочных станка нашего производства. Однако потребность в точной и универсальной перфорации труб требовала нового решения.
Заказчик рассмотрел два возможных подхода:
- Производственная линия — сложная и дорогостоящая, но высокопроизводительная;
- Станок для пробивки готовых труб — менее производительный, но более гибкий и универсальный.
Остановились на втором варианте, так как он позволял легко менять шаг и расположение отверстий без длительной переналадки.
Техническое задание
Совместно с клиентом мы сформулировали ТЗ, включающее:
- точный диаметр отверстий;
- габариты изделий;
- шаг отверстий;
- количество пуансонов в единичном рабочем такте;
- требования к производительности.
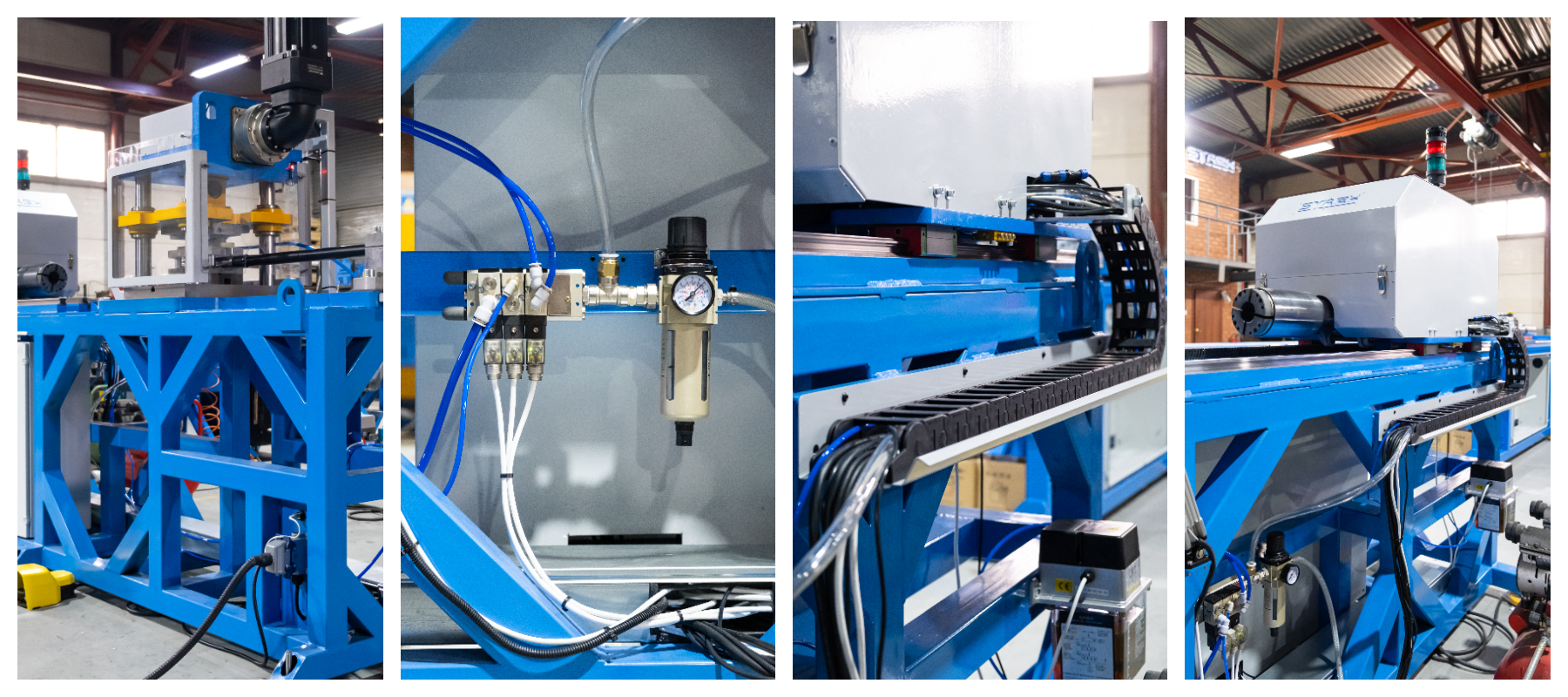
Несмотря на то, что аналогичное оборудование обычно оснащается гидравлическим приводом, мы решили использовать серводвигатель с кривошипным механизмом, чтобы достичь максимальной скорости позиционирования и избежать задержек при повороте трубы между тактами штампа.
Работа над проектом
Проект был реализован командой, состоящей из:
- руководителя проектного отдела,
- ведущего проектировщика,
- главного инженера,
- директора производства,
- руководителя направления электроники.
Этапы работы:
- Построение графика проекта и определение ключевых параметров;
- Уточнение расчетов и поиск оптимальных технических решений;
- Выбор комплектующих и начало закупки;
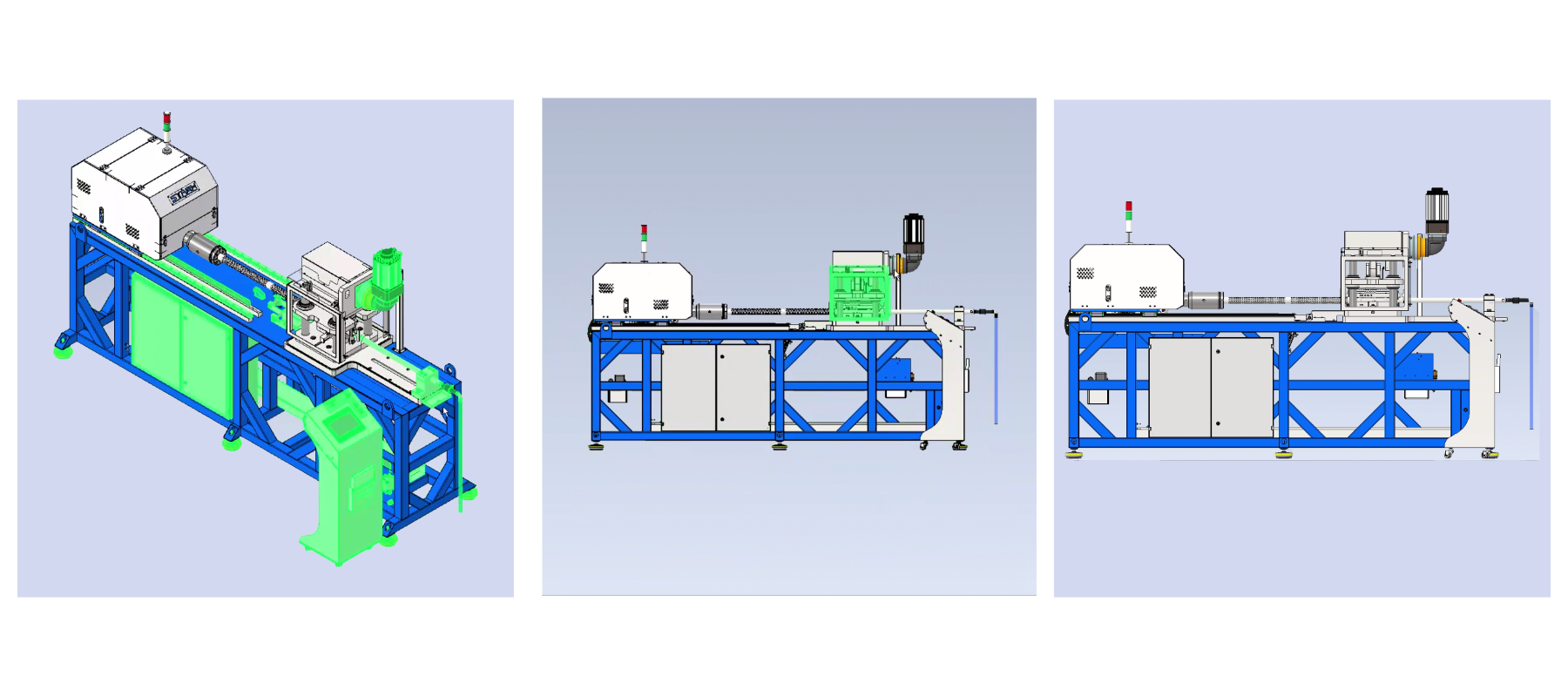
- Создание 3D модели с последующей доработкой конструкции;
- Изготовление деталей и сборка;
- Программирование и тестирование.
Вызовы и решения
В процессе работы были преодолены следующие сложности:
- Подбор передаточных соотношений и скоростных параметров для минимального хода пуансонов при достаточном усилии;
- Отказ от гидравлического цилиндра в пользу пневматического для снижения затрат и упрощения эксплуатации;
- Оптимизация расхода воздуха после первых испытаний;
- Изменение материала пуансонов и конструкции их крепления для увеличения надежности и удобства замены.
Тестирование и приемка
После завершения сборки и программирования оборудование было протестировано. Были проведены:
- проверка мощности и усилия штампа;
- оптимизация пневматической системы;
- долговременные испытания под нагрузкой;
- финальная доработка ПО и вывод станка на заявленную производительность.
После успешных испытаний клиент приехал на приемку оборудования. Приемка прошла успешно, замечаний не было.
Итог
Благодаря четко сформулированному техническому заданию, опыту нашей команды и гибкому подходу к решению инженерных задач, удалось создать высокотехнологичное и надежное оборудование, полностью соответствующее ожиданиям клиента.