




При выборе трубогибочного оборудования ключевым параметром является максимальная длина заготовки, которая ограничена длиной дорна. Для станков серии CNC38–CNC76 это расстояние от центра гибочного ролика до цанговых лепестков каретки в заднем положении составляет около 3000 мм.
Это значение определяет максимальный размер трубы, которую можно обработать, с двумя важными оговорками:
- Это длина заготовки до начала первого гиба.
- Существует возможность гибки с перехватом каретки.
Пример расчета длины заготовки
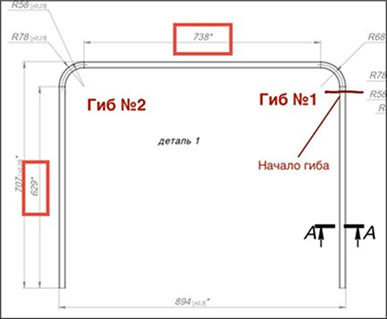
Рассмотрим изделие с двумя гибами общей длиной 2210 мм. При расчете длины заготовки учитывается только участок до начала процесса гибки (на схеме отмечен красной чертой). Последующие элементы (дуги гибов и прямые участки) формируются в рабочей зоне станка.
Таким образом, допустимая длина заготовки составит:
629 + 107 + 739 + 107 = 1582 мм
Ограничение по длине успешно решается двумя способами:
- Удлинением базы станка
- Модификацией зажимных цанг для пропуска заготовки
Второй метод позволяет увеличить длину заготовки примерно на 1500 мм без изменения конструкции станка.
Как работает модификация цанг?
В стандартном режиме торец трубы упирается в ограничитель цанговых лепестков. После его удаления появляется возможность пропустить заготовку через каретку в направлении дорнового узла.
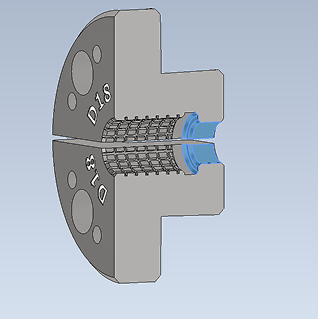
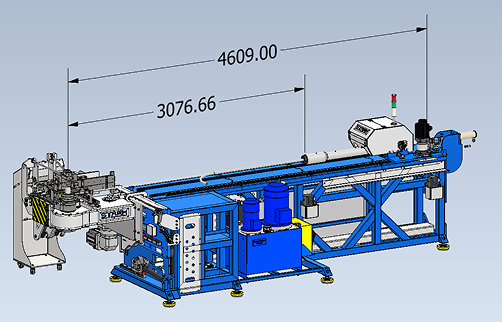
Конструкция кареток станков CNC38–CNC76 позволяет пропускать трубы и профиль с максимальным диаметром (или описанной окружностью), соответствующим типоразмеру станка (38 мм или 76 мм соответственно).
Результат: модификация позволяет увеличить длину заготовки с 3000 мм до 4600 мм при использовании дорна. Если качество гиба не критично (для тонкостенных труб или при достаточной толщине стенки), можно демонтировать дорновый узел и пропускать трубу без ограничений по длине.
Практические особенности и ограничения
- Проскальзывание заготовки. При гибке проталкиванием с малыми радиусами возможно смещение трубы в цангах. Решение: удлинение лепестков цанги и нанесение насечек для улучшения сцепления.
- Большая масса заготовки. При работе с длинными тяжелыми трубами, особенно при гибке на 180°, возможно проскальзывание. Решение: усиление зажимного узла.
- Точность позиционирования. При отсутствии упора оператор должен точно выставлять трубу по метке или краю гибочного ролика для обеспечения повторяемости изделий.
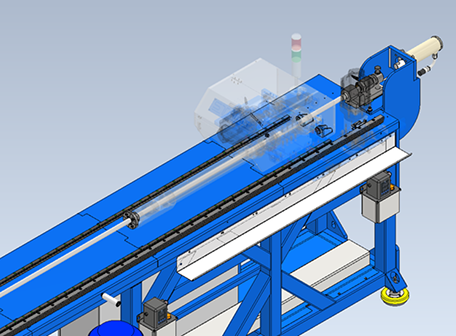
Пример из практики
В представленном видео показан процесс гибки изделия, длина которого превышает стандартную длину дорна станка:
Компания «СТАРК» поставляет трубогибочное оборудование, возможности которого часто превышают базовые характеристики. Наши специалисты готовы помочь в реализации самых сложных производственных задач.
Остались вопросы? Хотите обсудить ваш проект?
Свяжитесь с нашими экспертами для бесплатной консультации.